...A, D, D0, 0, 00
Graduation 0-100 per 1 Shore - measuring range 10-90
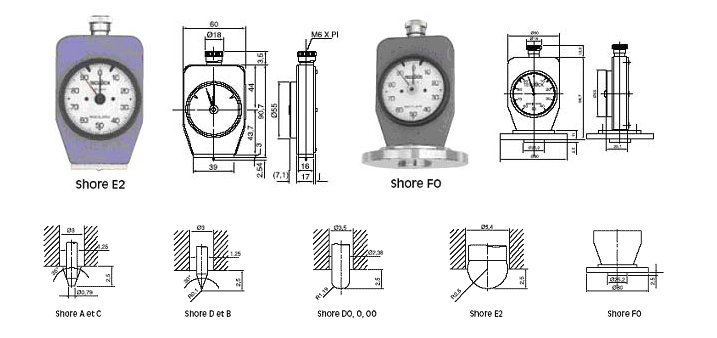
Shapes and dimensions of various indenters measuring range 2.5 mm Shore A and C Shore D and B Shore DO, O, OOShore E2Shore F
Reference : SOM-100
Shore D hardness tester
For hard rubbers, hard plastics, resins, etc.
In accordance with ISO 868DIN, 53505, ASTM D 2240
Penetrator: 30° cone Radius 0.1 mm
Without maximum indicator needle
Order number: SOM-300
Shore A hardness tester
For rubbers, elastomers, in general all soft products
In accordance with ISO 868, DIN 53505, ASTM D 2240
Penetrator: 35° truncated cone Ø 0.79 mm
With maximum indicator needle
Order number: SOM-400
Shore D hardness tester
For hard rubbers, hard plastics, resins etc...
In accordance with ISO 868DIN, 53505, ASTM D 2240
Penetrator: 30° Cone Radius 0.1 mm
With maximum indicator needle
Reference : SOM-400
Durometer Shore D0
For 1/2 hard rubbers, plastics
In accordance with ASTM D 2240
Penetrator: Half-sphere Ø 3.32 “Radius 1.19 mm
With maximum indicator needle
Order number: SOM-420
Shore 0 hardness tester
For soft materials
In accordance with ASTM D 2240
Penetrator: Half-sphere Ø 3.32 “Radius 1.19 mm
With maximum indicator needle
Reference : SOM-430
Shore 00 hardness tester
For foam rubbers
In accordance with ASTM D 2240
Penetrator: Half-sphere Ø 3.32 “Radius 1.19 mm
With maximum indicator needle
Reference : SOM-440
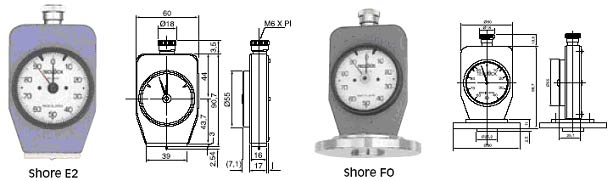
Shore F0 hardness tester
For very soft materials
OUT OF STANDARDS
Indenter: Flat Ø 25.2 mm
Base Ø 80 mm
With maximum indicator needle
Reference : SOM-200
Shore E2 hardness tester
For soft rubbers and gums
OUT OF STANDARDS
Penetrator: Half-sphere Ø 5 mm Radius 2.5 mm
With maximum indicator needle
Minimum thickness of sample to be measured: 6 mm If necessary, samples can be superimposed.
Use :
The part to be tested must be placed on a flat, rigid surface. Apply the indenter, avoiding the edge. Apply sufficient pressure so that the base of the durometer is in contact with the part. Wait about 15 seconds, then read the result. However, for instant reading, just wait 1 second. For greater precision, and if the shape of the part to be inspected allows it, it is preferable to use a fixture.
Shore A should preferably be used when values below 20 are obtained with Shore D. Similarly, use Shore D when values above 90 are obtained with Shore A.
Do not hesitate to download the notice (PDF format) for this product:
Do not hesitate to download the documentation (PDF format) for this product: