Sofranel propose une large gamme de matériels de contrôle non destructif, n’hésitez pas à télécharger notre catalogue de produits pour les découvrir.
Téléchargez notre certificat AFAQ en cliquant sur le logo (format PDF)
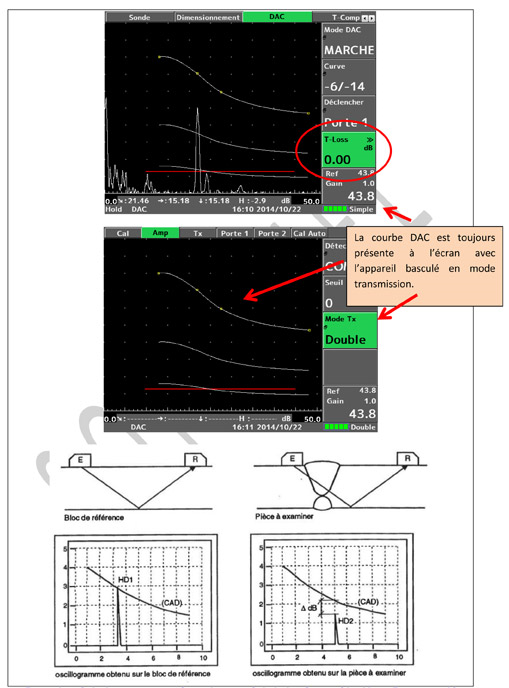
Lorsqu’on utilise la DAC comme méthode de dimensionnement, les pertes de transfert doivent être évaluées pour un dimensionnement précis des indications. Celles-ci proviennent des différences existantes entre le bloc d’étalonnage utilisé pour la construction de la DAC et la pièce. Il peut s’agir de différences de rugosité, de préparation de surface ou de nuance d’acier. Cette perte de transfert doit être mesurée et prise en compte dans le gain d’inspection utilisé sur la pièce à contrôler.
Habituellement, les pertes de transfert sont évaluées en utilisant deux traducteurs strictement équivalents (même fréquence, même taille, même angle) dont l’un a été utilisé pour la construction de la DAC. Les deux traducteurs sont connectés sur l’appareil après la construction de la DAC et l’appareil basculé en mode « Transmission ». Les deux traducteurs sont placés d’abord sur le bloc de calibration face à face dans une zone sans défaut et l’écho maximum est cherché. Le gain G1 nécessaire à amener l’écho de transmission à 80% est noté. Puis la même chose est effectuée sur la pièce à contrôler sur une zone réputée saine. Le nouveau gain G2 pour atteindre 80% est noté. Les pertes de transfert sont égales à G1-G2. Cette valeur doit être ajoutée au gain de référence utilisé pour la construction de la DAC.
Avec les D-50, S500, D-70 et MS700, vous pouvez construire votre courbe DAC comme vous le faite d’habitude. Le gain de référence est enregistré dans l’appareil. Puis, vous pouvez connecter la deuxième sonde et basculer votre appareil en mode « Transmission ». Noter que la courbe DAC est toujours présente à l’écran. Chercher la position correcte des deux sondes pour maximiser l’écho et ajuster le gain pour amener cet écho au niveau de votre courbe DAC. Faites de même ensuite sur votre pièce dans une zone saine et noter la différence de gain. C’est celle-ci que vous pouvez utiliser comme perte de transfert. Le fait de garder la DAC tracée à l’écran vous permet de calculer les pertes de transfert même si le bloc de calibration et votre pièce sont d’épaisseurs différentes.
Les D-50, S500S, D-70 et M700 sont les seuls appareils du marché capable de garder la DAC à l’écran durant cette évaluation. De plus, l’organisation logique des paramètres sur la droite de l’écran vous permet de procéder dans l’ordre 1/ au choix du standard de DAC utilisé ou de la norme utilisée ; 2/ au choix du type de mesure souhaitée, c’est-à-dire en dB, en % écran, en %DAC ; 3/ Les pertes de transfert ou TLoss.
De plus, la facilité et la souplesse d’utilisation rendent possible le stockage de toutes vos courbes DAC dans la mémoire de l’appareil, puis de les rappeler lorsque nécessaire et d’évaluer à ce moment là les pertes de transfert sur la pièce à inspecter et de les intégrer après le rappel de la courbe DAC.








Sofranel propose une large gamme de matériels de contrôle non destructif, n’hésitez pas à télécharger notre catalogue de produits pour les découvrir.
Téléchargez notre certificat AFAQ en cliquant sur le logo (format PDF)



2025 - Srem, Tous droits réservés

